Lodding av aluminium er en vanskelig prosess hjemme. Kompleksiteten skyldes egenskapene til metallet, som gjør det vanskelig å koble enkeltdeler av aluminium med andre stoffer. Det er nødvendig å koble til aluminium i samsvar med spesialutviklede teknologier som sikrer kvaliteten på lodding. Det som betyr noe er erfaringen til mesteren, som kobler sammen deler laget av aluminium ved lodding.
Innhold
Hvorfor aluminium ikke lodder godt
Mange har prøvd å lodde aluminium hjemme og forstått godt: loddetinnet vil ikke feste seg til overflaten av delene. Dette skyldes dannelsen av en stabil oksidfilm på metallet, som har lav vedheft til loddematerialet. Metoder for lodding av aluminium hjemme er redusert til kampen mot en beskyttende film.
I mineralogi kalles aluminiumoksid korund. Den består av gjennomsiktige krystaller, som er edelstener.Korund har en annen farge, avhengig av urenheter: krom gir en rødlig fargetone, safir - blåaktig. Oksydfilmen har høy styrke og kan ikke loddes. Den må fjernes fra overflaten og deretter begynne å lodde delene.

Hvordan fjerne oksidfilm
Filmen fjernes fra metalloverflaten på flere måter, de mest effektive er kjemiske og mekaniske. Begge metodene krever et luftløst miljø der det ikke er oksygen til å fungere.
Den kjemiske metoden er basert på avsetning av sink eller kobber på overflaten av emnet ved elektrolyse. Kobbersulfat påføres i form av en konsentrert løsning på stedet forberedt for lodding. Fest den negative polen til batteriet eller annen strømkilde til et rent område av metall. Den ene enden av kobbertråden er koblet til den positive terminalen, den andre senkes ned i løsningen på aluminiumsoverflaten. Som et resultat av elektrolyse avsettes kobber eller sink i et tynt lag på aluminium og fester seg sterkt til det. Nå kan du lodde aluminium med tinn.
En oljefilm brukes til å fjerne oksidet. For denne metoden er det bedre å ta syntetisk olje eller transformatorolje med lavt vanninnhold. Andre typer oljer må holdes ved en temperatur på + 150 ... + 200 ° C, vannet vil fordampe. Ved høyere temperaturer vil innholdet begynne å sprute. Den dehydrerte oljen påføres overflaten av aluminiumsdelen. Med sandpapir må du gni aluminium under det påførte laget for å fjerne oksid.
Smergelhuden erstattes med en skalpell, en tagget loddeboltspiss eller jernspon hentet fra en spiker som er gnidd med en fil. Brikkene helles på oljen og tuppen av loddebolten gnis over overflaten og skreller av oksidlaget. Det anbefales å varme opp en massiv del med en varmluftstråle.Loddemetall med loddebolt nedsenkes i en oljedråpe og gnides på stedet for lodde. For en bedre loddeprosess tilsettes kolofonium eller annet flussmiddel.
Flussmidler basert på acetylsalisylsyre eller ortofosforsyre, salter av borsyre eller natriumsyre er laget for lodding av aluminiumtråder. Rosin brukes sjelden, det er ineffektivt når det gjelder aluminium. Flussmidler brukes til lodding av ledninger, potter og andre ting.
Flussmidler for aluminiumslodding
Flussmidler er svært aktive, så etter lodding må de vaskes av med en løsning av vann og alkali. Rollen til alkali er godt utført av natron. Etter alkali vaskes krysset med rent vann. Åndedrettsorganer bør beskyttes mot fluksdamp som kommer inn i dem. De kan irritere slimhinner og komme inn i blodet. De vanligste av dem må vurderes individuelt.
kolofonium
Rosin er den mest ettertraktede av alle flussmidler. Den brukes ved sammenføyning av ulike metaller. Den fungerer på aluminium bare i fravær av luft, så den brukes sjelden. Mer tid brukes på å jobbe med kolofonium, mindre effektivitet. Denne fluksen er ikke for profesjonelle, den kan lodde, men kvaliteten på forbindelsen er ikke holdbar.
Pulverfluks
Aluminium er loddet med en gassbrenner ved bruk av pulverflussmidler. Det anbefales ikke å tilsette oksygen til flammen, det reduserer effektiviteten til fluksen. De vanligste fluksene:
- F-34A;
- boraks;
- acetylsalisylsyre;
- loddefett.

F-34A er et aktivt flussmiddel som inneholder 50 % kaliumklorid, 32 % litiumklorid, 10 % natriumfluorid og 8 % sinkklorid. Sammensetningen brukes med loddemidler som inneholder kjemiske tilsetningsstoffer.Det er hygroskopisk og løses opp i vann.
Boraks er et pulver som smelter ved 700°C, er løselig i vann og vaskes av med en vandig løsning av sitronsyre. Avviker i lave kostnader.
Acetylsalisylsyre finnes i form av aspirintabletter. Ved oppvarming med loddebolt frigjøres damper som er skadelige for menneskers helse, som brenner nesen, øynene og luftveiene.
Loddefett består av parafin, ammoniumklorid og sink, avionisert vann. God lodding av forvarmede steder som har gjennomgått en fortinningsprosedyre. Etter lodding av aluminiumsdeler anbefales det å vaske av flussrestene, ellers forårsaker det korrosjon av metallet.
Flytende fluss
Flytende fluss påføres stedet for lodding i et tynt lag. Når du arbeider med en loddebolt, fordamper den raskt med frigjøring av brennende røyk. Flux F-64 inneholder fluorider, tetraetylammonium, korrosjonshemmere og ionisert vann. Det ødelegger oksidfilmen godt og hjelper til med å lodde store aluminiumsarbeidsstykker. Den brukes ved lodding av kobber, aluminium, galvanisert jern og andre metaller.
F-61 består av trietanolamin, ammoniumfluorborat og sinkfluorborat. Brukes til fortinning og lodding av aluminiumslegeringer ved temperaturer opp til 250°C. Castolin Alutin 51 L består av kadmium, bly og 32 % tinn. Fungerer mest effektivt ved temperaturer over 160°C.
Enhver av de oppførte fluksene hjelper til med å lodde en aluminiumspanne, aluminiumemner av forskjellige størrelser, for å koble til duralumin, duralumin (duralumin) emner ved lodding.
Loddemetall for aluminiumslodding
Loddemetall for lodding av aluminium er laget på grunnlag av sink eller aluminium.Tilsetningsstoffer introduseres i den for å oppnå forskjellige egenskaper: for å senke smeltepunktet, øke styrken. De produseres i Amerika, Tyskland, Frankrike, Russland. La oss vurdere noen av dem.
En vanlig og mye annonsert loddemetall for aluminium er HTS 2000. Den produseres av et selskap fra USA. Øvelse vitner om dens skjørhet: loddede deler lar luft og fuktighet passere gjennom. Den kan ikke brukes uten fluss.
Castolin 192FBK basert på sink (97%) og aluminium (2%) er produsert i Frankrike. Castolin produserer 1827 og AluFlam-190 loddemetaller designet for lodding av kobber og aluminium ved 280°C.

Castolin 192FBK er et lodderør som inneholder flussmiddel i kjernen. Den produseres i form av barer, hvorav 100 g koster 100-150 rubler. Lodder små hull og sprekker godt.
Chemet Aluminium 13 er et loddemiddel som brukes ved sveising av deler ved 640°C og høyere. Den er basert på aluminium (87%) og silisium (13%). Smeltetemperaturen til loddetinn er ca. 600°C. Den er produsert i form av barer, hvorav det er 25 stykker per 100 g. 100 g koster 500 rubler. En variant kalt Chemet Aluminium 13-UF har en hul struktur og inneholder fluss i kjernen. Kostnaden for 12 barer, som veier 100 g, er 700 rubler.
Aluminiumloddemetall produseres også i innenlandske bedrifter. For lodding med en gassbrenner brukes sammensetningen av merke 34A. Den smelter ved en temperatur på 525°C, loddet legeringer AMts, AM3M, AMg2 brønn. 100 g koster 700 rubler.
Klasse A består av 60 % sink, 36 % tinn og 2 % kobber. Smelter ved 425°C. Produsert i stenger som veier 145 g. Kostnaden for en stang er 400 rubler.
SUPER A+ produseres i Novosibirsk og er en analog av HTS-2000. Den påføres sammen med gumboil av merket SUPER FA. Det koster 800 rubler. for 100 g.I smeltet tilstand blir det tyktflytende, det er nødvendig å bruke stålverktøy for å utjevne det.
Kjernetråd
Fluxtråd brukes ved sveising av aluminiumsdeler, den er ikke egnet for lodding. Sveising av aluminium med en gassbrenner med en flusskjernet ledning utføres ikke. Det er bedre å sveise deler med en elektrisk maskin.
Hvilken loddebolt er egnet
Hva du skal lodde, hvilket verktøy som trengs for dette - alt avhenger av loddeområdet. Aluminium og kobber leder varme godt, så du trenger en kraftig loddebolt. Med et delareal på 1000 cm² er kraften til loddebolten 50-60 watt. Ofte loddes to eller flere deler, i så fall øker effekten til 100 watt. Ved oppvarming av krysset er et loddejern med lavere effekt egnet. Brodden er valgt bred, det kan lages hakk på den for å fjerne aluminiumoksidfilmen.
Det er nødvendig å vurdere hvordan du lodder aluminium med et loddejern. Dette gjøres med et godt oppvarmet verktøy etter fjerning av oksidfilmen og fortinning, loddet fester seg godt til det fortinnede området (fortinnet ved hjelp av spesialloddemidler) og enhver loddebolt er egnet
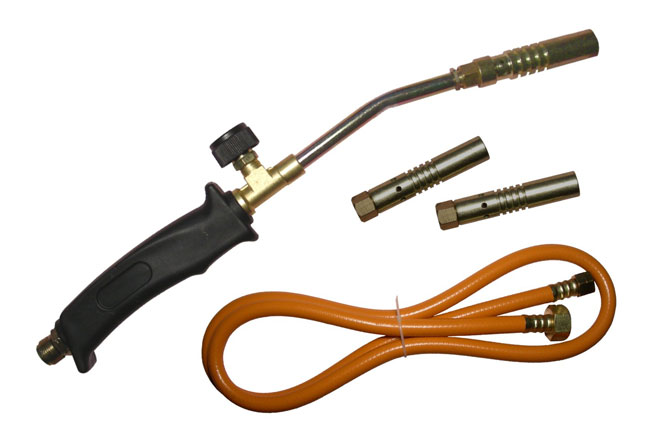
Loddebrennere i aluminium
Du må vite hvordan du lodder med en gasslykt. Hvis arealet av delene er stort og det ikke er nok loddeboltkraft, bruk en brenner. Det er bedre å bruke gass, fordi lodding av aluminium med en gassbrenner har et stort potensial. Brenneren varmer raskt opp krysset mellom deler nesten til smeltetemperaturen til aluminium. Fluss med loddemiddel påføres tilkoblingen, utjevnes med en loddeboltspiss og herder. Krysset må vaskes fra restene av loddesyre eller annen fluss.
Ved arbeid med brennere må brannsikkerhetsregler følges. Det må ikke være brennbare væsker eller materialer i nærheten.
Hva er bedre - sveising eller lodding
Svarene på dette spørsmålet kan variere. Bruken av en eller annen metode avhenger av bruken av deler etter tilkoblingen. Det er bedre å lodde en bilradiator. Denne metoden er billig og pålitelig. Melkekolber og andre matoppbevaringsbeholdere er best sveiset. Sveisesømmen er mer holdbar, spesielt i større størrelser. Ofte er det nødvendig å sveise deler laget av aluminiumslegeringer. Siluminsveising er praktisk talt den eneste måten å koble til, bortsett fra bruk av lim.
På sveising og lodding kan du om ønskelig tjene gode penger. Spørsmål om hvordan man lodder aluminiumsrør i kjøleskap eller reparerer en sykkelramme dukker opp ofte. I verksteder er arbeid dyrt: lodding av rør - 1000 rubler. og mer. Når du kobler elektriske ledninger ved lodding, tar de 15 rubler. for hver. Reparasjon av en sykkelramme laget av aluminiumslegeringer ved hjelp av loddemidler koster 500 rubler. Reparasjon av pannen vil koste 100 rubler. Til disse beløpene skal legges kostnadene for tid og penger for levering av produkter til verkstedet og tilbake.
For å spare disse pengene må du lære å lodde selv. For å gjøre dette må du kjøpe en gassbrenner i form av en boks for 700-1000 rubler. og loddetinn. Du kan lære overflatebehandling og suturering på en gammel bilradiator.
Lignende artikler: